{kind=link}

For larger machining work I have a Hardinge HLV-H lathe in its metric variant. It is virtually impossible to fault this lathe, although it is not ideally suited to the rough machining of large castings!
It is frequently desirable to be able to cut threads of non standard pitches (for example Holtzapffel thread such as 9.45tpi or 25.71tpi). For this purpose the Hardinge chart is not very useful and most information on the web (and in the manuals) presupposes you are using an imperial lathe. The Norton type gear box in the imperial lathe is arranged to provide a range of integral numbers of threads per inch whereas the variant in the metric lathe is designed for various “round” pitches and is thus considerably different in terms of construction.
The details of the calculations required for a non-standard train are given here (this was the result of some dismantling and gear tooth counting).
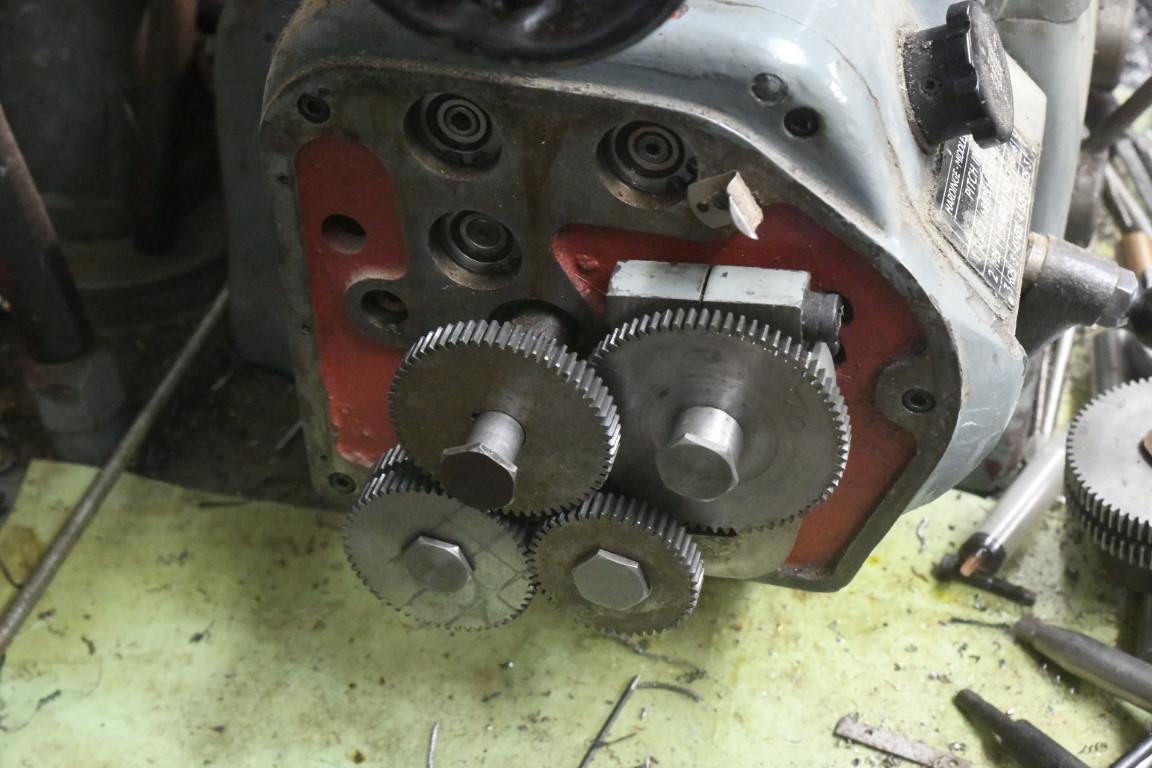
The quick summary is that you calculate trains assuming that the leadscrew pitch is 2.4mm (position 1), 1.2mm (position 2) or 0.6mm (position 3). For the imperial bracket on the metric lathe the sum of teeth on leadscrew and driver on stud must be less than 109.The Holtzapffel thread have rather awkward pitches. Information on cutting them on a Myford lathe with 8tpi leadscrew can be found in the book by T. D. Walshaw on Ornamental Turning. The following data are for trains which I have used to cut them on the HLV-H with 3mm pitch metric leadscrew.
| Number | Pitch (tpi) | Dial | Output | Driven Stud | Driver Stud | Leadscrew | Image | (top) | (bottom) |
|---|---|---|---|---|---|---|---|
| 1 | 9.45 | 3 | 127 | 25 | 44 | 50 | |
| 2 | 13.09 | ||||||
| 3 | 16.5 | ||||||
| 4 | 19.89 | ||||||
| 5 | 25.71 | 3 | 127 | 50 | 35 | 54 | |
| 6 | 36.1 | 2 | 59 | 46 | 32 | 70 | Photo |
The lathe bed is marked "Germany" and a serial number, with no other indication of a maker (nor is there one on any of the other castings), although from the construction style it probably dates from around 1900. The drawbar has a 40tpi thread for collets with an outside diamter of 0.268 inches (collet threads can usefully be cleaned up using a 40tpi chaser from a set of four intented to be used in a Coventry die head for cutting 1/8 inch whitworth 40tpi thread). The lathe is mounted on a piece of scrap 1 inch teak board standing about 1 inch off the table surface to allow room for the securing bolts.

The illustrated motor is from an old car windscreen wiper with two speed connections hence the three wires. The belt tensioning device is a slide from a prototype of some kind of specimen slicer. The motor mount is home made, consisting of two large aluminium pillars which are drilled and counterbored, and through which the motor case bolts pass. The strap at the front is simply to minimise vibrations. The three speed pulley was found in a box of junk.
The motor is driven from a 12V DC variable supply built using a surplus variac feeding a 6A rated toroidal transformer (a special deal for two pounds fifty at a local electronics shop).


